一、引言 绕线水阻柜是为了改善大中型绕线转子异步电动机重载起动性能而研制成功的起动设备。它具有起动电流小、起动转矩大等优点。一客户绕线水阻柜控制回路原采用继电器控制,共有3支主接触器、6支中间继电器、1支时间继电器,接线复杂,故障率高,并且出了故障难以査找。针对磨机设备的具体情况,决定给客户采用PLC技术对其控制回路进行改造。经一段时间运行,证明完全达到控制要求,性能稳定、可靠。
二、绕线水阻柜工作原理
绕线水阻柜是为了改善大中型绕线转子异步电动机重载起动性能而研制成功的起动设备。它具有起动电流小、起动转矩大等优点。一客户绕线水阻柜控制回路原采用继电器控制,共有3支主接触器、6支中间继电器、1支时间继电器,接线复杂,故障率高,并且出了故障难以査找。针对磨机设备的具体情况,决定给客户采用PLC技术对其控制回路进行改造。经一段时间运行,证明完全达到控制要求,性能稳定、可靠。
二、绕线水阻柜工作原理
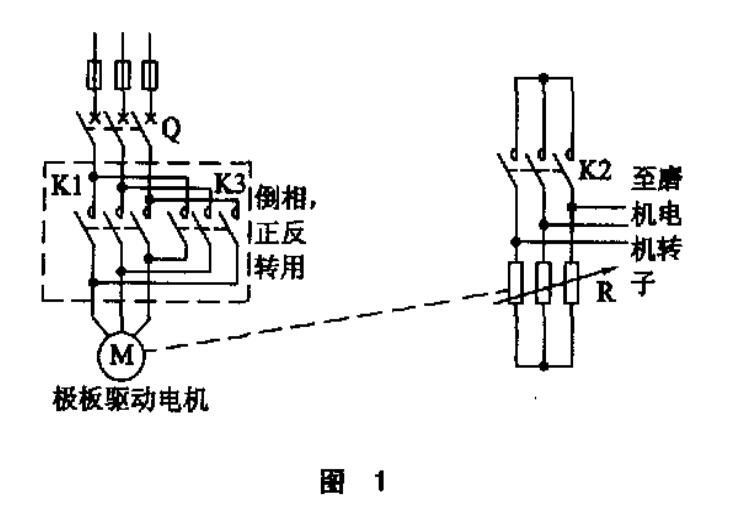
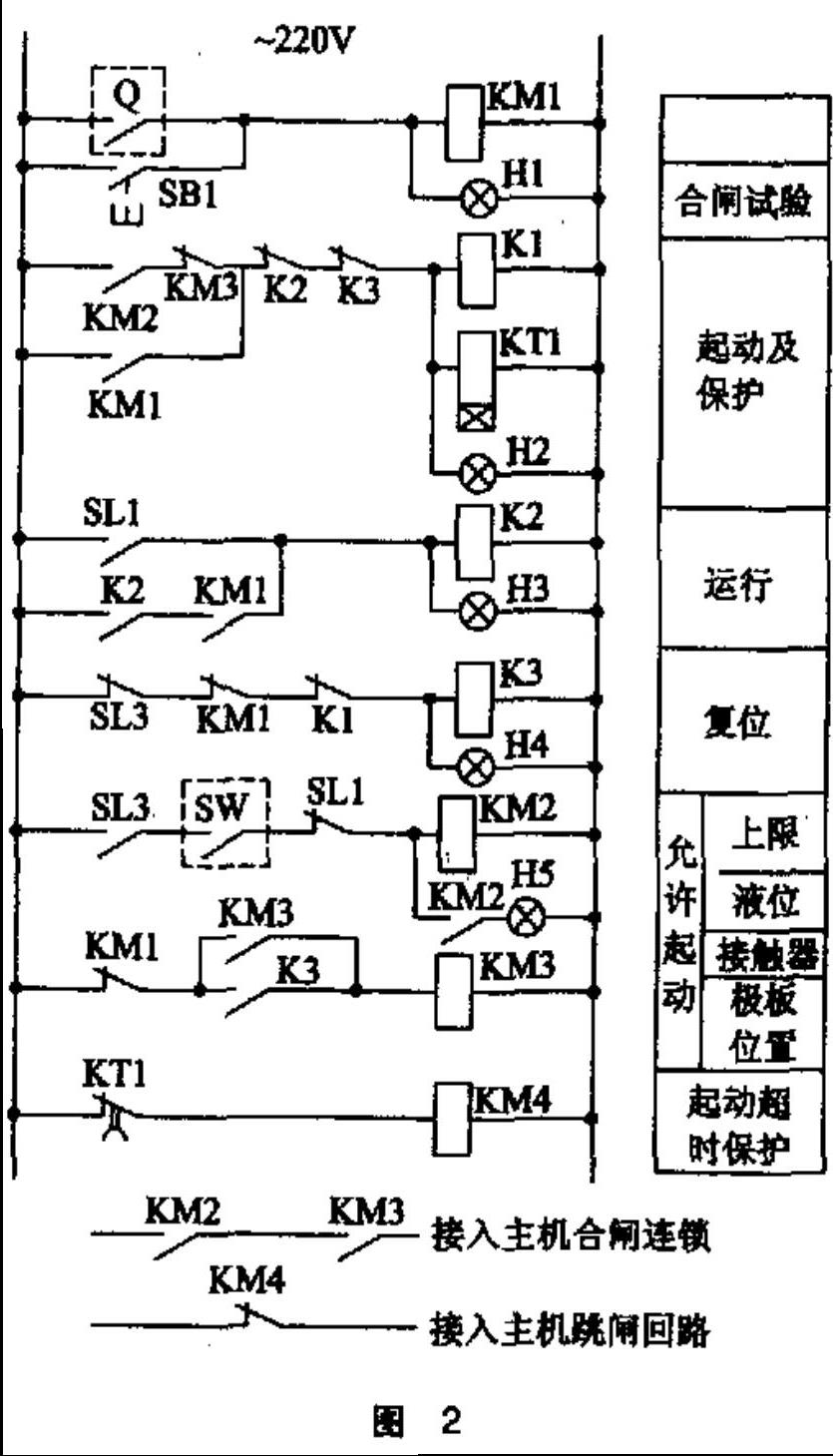
磨机绕线水阻柜(磨机水阻柜)控制回路及磨机主机转子回路见图1通过机械传动装置使导电液体中两平行极板的相对距离逐渐减小直至为零,即串入主机转子回路中水电阻值平滑减小,从而实现大中型绕线转子异步电动机重载平滑起动。工作过程如下(见图 2):正常情况下送电后,水电阻活动极板在上限位置,全部电阻加入回路;上限行程开关SL3闭合, 处于起动状态,此时"H5“允许起动”灯亮。主机起 动后,高压油断路器辅助触点Q闭合,中间继电器 KM1接触器K1先后动作,使极板驱动电机向下移动,逐步平滑地减小电阻,至下限行程开关SL1闭合。这时接触器K2吸合,将主机转子绕组引出短接;同时断电释放,使极板驱动电机停止转动, 主机进入正常运行。当主机停止时,Q释放,KM1断电释放,使接触器K3动作,水电阻活动极板向上移动,至SL3闭合,进入下一次“起动”状态。
为了保护主机还增加了主机开机联锁和跳车联锁。即开车时,必须满足液位要在一定高度,即SL3、SW闭合,水电阻活动极板在上限位置时主机才能开车;主机起动后,过了23s,一旦驱动水电阻极板电机工作还未结束,通过KT1、KM4跳车联锁环节马上去跳主机,切断电源,达到保护主机的目的。
 三、改造方案
三、改造方案
如图3所示,PLC采用三菱的Fxon - 40M(R)o 它具有24个输入点,16个输出点,采用正逻辑,输入、输出端子分配见表1、表2。输出最大负载能力为80VA,由于接触器K2 (CJ20 - 630 )线圈启动功率3578VA,触点容量显然不够,所以考虑用1支中间继电器KM过渡,用其触点带动K2线圈。
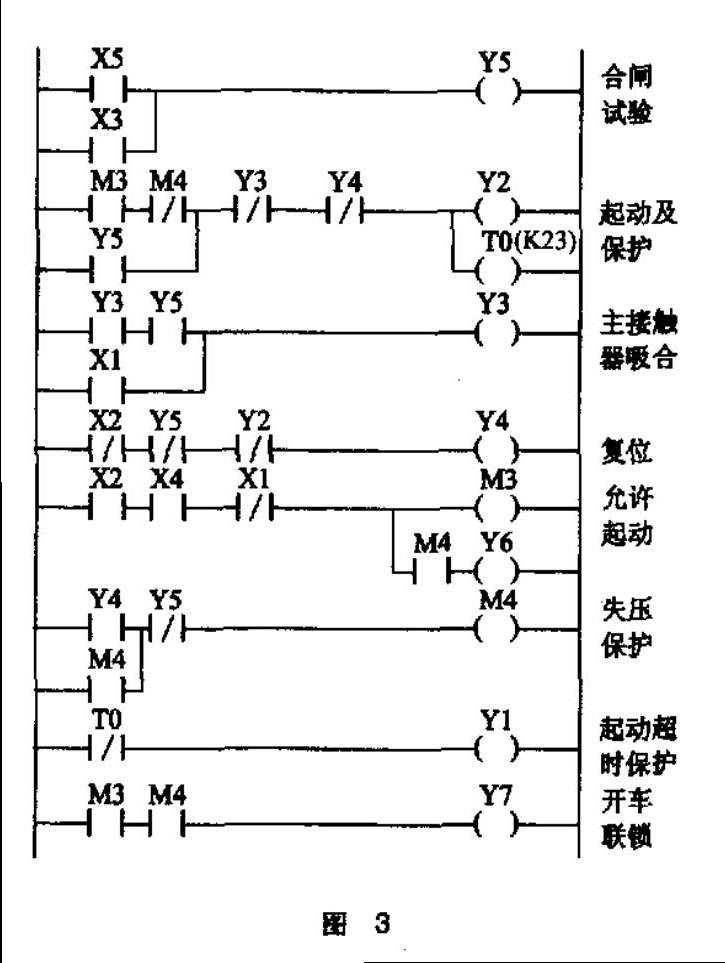
表1 输入端子分配
|
端于地址号 |
外接元件 |
功能 |
|
XI |
SL1 (常开触点) |
下限位 |
|
X2 |
$13(常开触点) |
上限位 |
|
X3 |
按钮SB1 |
试车用 : |
|
X4 |
液位接点SW |
极板箱内被位 |
|
X5 |
高压油断路器辑助触点Q |
与通1并联,提供开车信号 |
表2 输出端子分配
|
端子地址号 |
外接元件 |
功能 |
|
Y1 |
与COM3相连 |
跳闸联锁 |
|
Y2 |
K1线圈,H2 |
驱动电机向卜运动接触器及信号指示 |
|
Y3 |
KM线圈,H3 |
带动K2的中间继电器及信号指示 |
|
Y4 |
K3线圈,H4 |
驱动电机向上运动接触器及信号指木 |
|
Y5 |
H1 |
合闸试验指示 |
|
Y6 |
H5 |
液位允许起动 |
|
Y7 |
与相连 |
合闸联锁 |
四、改造后运行效果
(1)经过改造后,支保留了3支主接触器和1支中间继电器,线路逻辑关系尽在PLC编程语言中体现,大大简化了线路。
(2)由于PLC是“软继电器”,无触头机械损耗,故障率大大降低,且减轻了査找故障的难度°
(3)降低了线路功耗。
